CONTROLLO ULTRASONORO SPESSIMETRICO E
DIFETTOSCOPICO
Il controllo ultrasonoro spessimetrico viene
utilizzato la dove si voglia ricercare lo spessore di parete di recipienti in
pressione e tubazioni in acciaio al carbonio, acciaio inossidabile austenitico,
acciaio basso legato ed acciaio speciale (legato al nichel).
Mediante ultrasuoni è anche possibile il controllo
di giunti saldati per fusione di materiali metallici (spessore≥8 mm) al
fine di rilevare al loro interno la presenza di imperfezioni che ne possano
pregiudicare la resistenza meccanica.
Le
norme di riferimento sono le seguenti, rispettivamente per il controllo
spessimetrico e per quello difettoscopico:
![]() UNI EN 473 - Qualifica e
certificazione del personale addetto alle prove non distruttive. Principi
generali.
UNI EN 473 - Qualifica e
certificazione del personale addetto alle prove non distruttive. Principi
generali.
![]() UNI 8769 - Prove non
distruttive. Apparecchiature ad ultrasuoni. Verifica delle caratteristiche
controllabili mediante blocchi di calibrazione.
UNI 8769 - Prove non
distruttive. Apparecchiature ad ultrasuoni. Verifica delle caratteristiche
controllabili mediante blocchi di calibrazione.
![]() EN 583-1 - Prove non
distruttive. Esami ad ultrasuoni. Principi generali.
EN 583-1 - Prove non
distruttive. Esami ad ultrasuoni. Principi generali.
![]() Codice ASME - Sez. V, Subsez. A, Art. 4/5 – Ultrasonic Examination
Methods.
Codice ASME - Sez. V, Subsez. A, Art. 4/5 – Ultrasonic Examination
Methods.
![]() Codice ASME - Sez. V, Subsez. B, Art. 23 – Ultrasonic Standards.
Codice ASME - Sez. V, Subsez. B, Art. 23 – Ultrasonic Standards.
![]() Codice ASTM - E 494 – Recommended
Practice for Measuring Ultrasonic Velocity in Materials.
Codice ASTM - E 494 – Recommended
Practice for Measuring Ultrasonic Velocity in Materials.
![]() Codice ASTM - E 797-81 – Standards
Practice for Measuring Thickness by Manual Ultrasonic Pulse-Echo Contact
Method.
Codice ASTM - E 797-81 – Standards
Practice for Measuring Thickness by Manual Ultrasonic Pulse-Echo Contact
Method.
![]() UNI EN 8402 - Norme di gestione per
la qualità e di assicurazione della qualità. Termini e definizioni.
UNI EN 8402 - Norme di gestione per
la qualità e di assicurazione della qualità. Termini e definizioni.
![]() UNI EN 473 - Qualifica e
certificazione del personale addetto alle prove non distruttive – Principi
generali.
UNI EN 473 - Qualifica e
certificazione del personale addetto alle prove non distruttive – Principi
generali.
![]() UNI EN 1712 - Controlli non
distruttivi delle saldature – Controllo con ultrasuoni dei giunti saldati –
Livelli di accettazione.
UNI EN 1712 - Controlli non
distruttivi delle saldature – Controllo con ultrasuoni dei giunti saldati –
Livelli di accettazione.
![]() UNI EN 1714 - Controlli non
distruttivi delle saldature – Controllo con ultrasuoni dei giunti saldati.
UNI EN 1714 - Controlli non
distruttivi delle saldature – Controllo con ultrasuoni dei giunti saldati.
![]() EN 13480 - Metallic
industrial piping – Part 5 – Inspection and testing.
EN 13480 - Metallic
industrial piping – Part 5 – Inspection and testing.
![]() UNI EN 25817 - Giunti saldati ad arco
in acciaio – Guida sui livelli di qualità delle imperfezioni.
UNI EN 25817 - Giunti saldati ad arco
in acciaio – Guida sui livelli di qualità delle imperfezioni.
![]() ST 9008.31 - Specifica Tecnica Agip
Petroli.
ST 9008.31 - Specifica Tecnica Agip
Petroli.
![]() Direttiva 97/23/CE (PED) – Punto 3.1.3.
– Allegato I.
Direttiva 97/23/CE (PED) – Punto 3.1.3.
– Allegato I.
![]() Note integrative doc.
1099/000-98-K30-08
Note integrative doc.
1099/000-98-K30-08
Esempio di
controllo ultrasonoro spessimetrico. Il
trasduttore piezoelettrico presente nella sonda invia un impulso che
percorre il materiale per tutto lo spessore; viene quindi riflesso ed è
ricevuto dalla stesso trasduttore. In base al tempo trascorso tra
l’emissione del segnale e la sua ricezione, conoscendo la velocità di
propagazione delle onde nel materiale, sull’apparecchio portatile collegato
alla sonda appare il valore dello spessore.


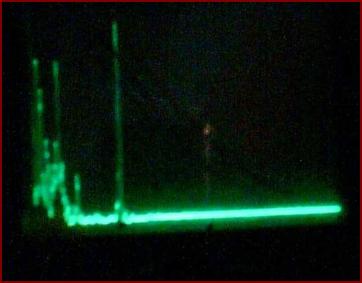
Esempi di
controllo ultrasonoro difettoscopico. Rispetto al
caso precedente il segnale ricevuto dal trasduttore viene visualizzato su
un display; la presenza di picchi e la loro posizione sullo schermo dà
informazioni circa la esistenza, la posizione e l’estensione di un difetto. Nelle
immagini qui accanto si può notare l’applicazione di questa tecnica per
controllare l’integrità di una lamiera con una sonda piana (0°). In basso
vediamo invece la medesima tecnica usata nel controllo di giunti saldati
(si sfruttano in questo caso sonde di 60°, 70° e l’innovativa creeping
wave) e un tipico picco che segnala la presenza di un difetto.